Explore API-certified spare parts and heavy-duty drilling components engineered for harsh oilfield operations.
Solid control systems form the foundational defense mechanism for modern oil, gas, geothermal, and HDD drilling rigs. By dynamically removing drill solids from active mud systems, these technologies optimize rate of penetration (ROP), protect complex downhole tools, and minimize environmental liabilities.
In modern high-performance drilling, the management of drilling fluids (mud) has evolved from a simple disposal challenge to a high-precision chemical and physical process. Solid control systems represent the complete line of mechanical separations, processing fluids sequentially from coarse shale removal to ultra-fine colloid classification. Efficient solids control decreases mechanical wear on mud pumps and downhole motors, substantially boosting equipment longevity and drilling yield.
As operators target deeper reservoir formations characterized by challenging pressures and high temperatures, fluid integrity becomes paramount. The presence of drill solids (LGS - Low Gravity Solids) leads to high plastic viscosity, mud density spikes, and abrasive wear. By optimizing mud chemistry via mechanical separation, operators dramatically drop fluid costs while maintaining compliance with strict zero-discharge policies.
Key Procurement Insight: Minimizing LGS under 4% by volume reduces fluid maintenance costs by up to 35% and prevents catastrophic downhole assembly failures.
A standard solid control system employs a sequence of machinery to isolate solids from liquids based on particle size and density differentials. These key components include:
The primary separation layer. Vibrational screens process up to 75-micron particles, removing high volumes of cuttings directly from the return flow line.
An integrated arrangement of hydrocyclones (desanders and desilters) mounted over fine mesh shakers, targeting particles down to 15-20 microns.
The ultimate stage. Employs thousands of Gs of centrifugal force to remove colloidal materials under 2-5 microns, crucial for barite recovery and rheology control.
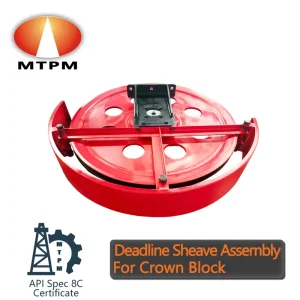
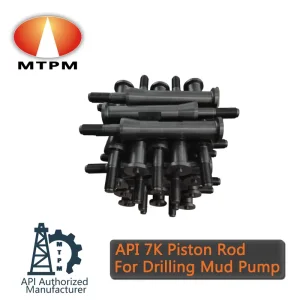
To run these systems reliably, drilling engineers demand ultra-robust backup systems, including high-pressure mud pump consumables and reliable traveling block/crown block assemblies. If any link in the hoisting or pump circuit breaks down, solids build up instantly, leading to costly mud dumping or critical downhole complications.
Engineering compliance is the bedrock of drilling safety and operational reliability. Global oilfield operators cannot afford components that deviate from American Petroleum Institute (API) guidelines. When choosing manufacturers, checking their API 7K (for Mud Pump and Drawworks parts), API 8C (for Hoisting Sheaves and Blocks), and API 11D1 (for Downhole Equipment) certifications is critical.
Our operational assets guarantee absolute cross-brand interchangeability with legacy OEMs such as BOMCO, Honghua, LS Group (LSNOV), and DFXK. Using premium materials, precision CNC machining, and automated quality control, we ensure replacement components fit seamlessly on rigs, matching or exceeding original equipment specifications.
Procuring solid control and drilling equipment requires evaluating the Total Cost of Ownership (TCO) over the asset lifecycle. While initial Capital Expenditure (CAPEX) is important, the true cost lies in Operational Expenditure (OPEX), driven by spare parts consumption, downtime losses, and processing efficiency. Purchasing managers should choose factories that control the entire value chain—from raw material casting and heat treatment to final quality checks.
Having a centralized production facility nearby key industrial hubs like BOMCO allows for immediate technical synergy, short lead times, and reduced logistical costs. This positioning ensures swift distribution of critical spares like mud pump fluid ends, piston rods, valves, and sheaves, preventing costly drilling pauses.
Standardized and bespoke systems designed to meet distinct geographical and geological demands.
Closed-loop configurations utilizing high-speed centrifuges and dewatering units. Eliminates fluid seepage, meets strict environmental mandates, and minimizes disposal footprint.
Equipped with specialized heat exchangers, dustproof control enclosures, and heavy-duty wear-resistant manifolds. Designed to run reliably in environments ranging from -40°C to +55°C.
Compact, skid-mounted solid control systems tailored for quick rig-up/rig-down, ideal for rapid-movement coalbed methane extraction and HDD operations.
Proven quality and API-certified engineering spanning over two decades of oilfield excellence.

Baoji Mengtai Petroleum Machinery Co., Ltd. (MTPM) was established on July 15, 2003, and is headquartered in Baoji City, Shaanxi Province—sharing the same industrial hub with BOMCO.
As a leading manufacturer of petroleum machinery and components, we were among the first outstanding enterprises in our local industry to export our products and manage direct import and export business. For many years, we have dedicated ourselves to manufacturing high-quality petroleum machinery and supplying reliable products and technical services to drilling companies and oilfield equipment traders worldwide.

MTPM holds authorized API-7K, API-8C, and API-11D1 certifications registered since 2014.
Covers critical Mud Pump components and Drawworks accessories.
Covers heavy duty Hoisting Sheaves and Blocks.
Strictly inspected under global standards from raw material procurement to final product delivery.

Organized storage for structured scheduling and rapid shipping.

Ensuring ultra-precise tolerances on heavy-duty mud pump parts.

Every batch undergo mechanical strength, pressure and dimension checks.
Proudly partnering with drilling contractors and equipment leaders globally.









With over two decades of extensive industry experience, Baoji Mengtai stands out as a trusted supplier of drilling equipment and key rig components for both domestic energy giants and global partners. We focus on research, development, and precision manufacturing of mud pumps and spares. Currently, we hold 16 proprietary Chinese patents and 3 API certificates, significantly enhancing product durability.

The company operates a modern manufacturing facility spanning 5,000 square meters (within a 15,000 square meter standardized complex), equipped with over 80 advanced production machines and testing inspection equipment. Our core technical team has been with the company for over 15 years, ensuring reliable processes, manufacturing operations, and product quality.

MTPM is an approved supplier for BOMCO, LS Group, and Honghua. Our products are widely supplied to drilling companies under CNPC and Sinopec, and exported to international markets across Europe, the Americas, Africa, Central Asia, and the Middle East, establishing long-term, stable global partnerships.
Innovations driving automated fluids management, zero environmental impact, and real-time monitoring.
The integration of IoT sensors within modern solid control circuits marks a major operational leap. Real-time viscosity measurements, mud density tracking, and particulate monitoring allow systems to adjust centrifuge speed (RPM) and screen angles automatically. This reduces manual labor and prevents sudden spikes in LGS.
While stainless steel mesh remains the traditional standard, composite and polyurethane formulation screens offer longer lifespans. By resisting blinding and handling high fluid flows, modern composite screen configurations reduce downtime and ongoing supply costs.
Environmental regulations continue to tighten worldwide. High-performance drying shakers and vertical cuttings dryers (VCD) are becoming mandatory components to reclaim remaining fluids from discharged waste. This process turns wet waste into dry cake, reducing disposal volume and saving water and base oil.
Modern shale shakers and centrifuges are shifting to Variable Frequency Drives (VFD) and energy-efficient electric motors. These units optimize power consumption based on fluid feed rate, cutting fuel usage and reducing carbon footprint on isolated land sites.
How we protect procurement investments with global shipping frameworks, full warranty coverage, and engineering assistance.
All exported drilling spares and components undergo chemical testing, ultrasonic flaw detection, and dimensional verification before shipping. Fully compliant documentation packages (including material test reports, API certificates, and compliance checks) are included with every export.
We partner with top international freight forwarders to provide seamless logistics by sea, rail, and air. Our team handles complete customs clearance, container packing, and protective marine shipping crates, ensuring your products arrive intact and ready for deployment.
We stand by our products with standard 12-month warranties. Our technical support team assists with initial setup questions, component installation, and troubleshooting, helping minimize onsite delays and ensure optimal performance.
Key information for global procurement managers regarding solid control design, API guidelines, and logistics.
Select from heavy-duty traveling blocks, sheaves, drawworks, and clutches designed for high-load operations.